 Poultry Chiller Disinfection with Ozonated Water for Salmonella Control
Poultry Chiller Disinfection with Ozonated Water for Salmonella Control
Poultry chiller disinfection with ozonated water is increasingly used in poultry processing plants to reduce Salmonella risk and ensure continuous microbiological control throughout the cooling stage. The poultry chiller is one of the most critical points in the broiler slaughter process, as carcasses remain in contact with a shared water volume for an extended period, creating conditions for cross-contamination if water hygiene is not actively controlled.
Under these conditions, even low levels of initial contamination can lead to cross-contamination across the entire production flow. Conventional hygiene measures and low water temperature help slow bacterial growth, but they do not always provide sufficient control of pathogens such as Salmonella spp.. In practice, this means that passive control alone is often insufficient to achieve predictable and stable microbiological results.
As a result, increasing attention is being given to solutions that enable continuous disinfection of chilling water and active microbiological control throughout the entire cooling stage. One such solution is the use of ozonated water for filling poultry chilling tanks.
Why the Chilling Tank Is a Critical Control Point
In poultry processing, the chilling tank serves not only to rapidly reduce carcass temperature, but also represents one of the most sensitive stages in terms of microbiological safety. The microbiological condition of the water directly affects the safety of the final product.
Key factors that make the chilling tank a critical control point include:
Extended contact time
Broiler carcasses typically remain in the chilling tank for several minutes, providing sufficient time for contaminants to spread between carcasses.Shared water volume
The tank functions as a common medium for the entire production flow, increasing the risk of cross-contamination.Low water temperature
Temperatures around +1 °C effectively slow bacterial growth but do not eliminate pathogens, including Salmonella spp.Continuous water renewal and aeration
Water replenishment and aeration improve heat exchange but also contribute to uniform distribution of microorganisms throughout the water volume.
For these reasons, the chilling tank becomes not only a technological step, but a key microbiological control point where passive hygiene measures are often insufficient.
Use of Ozonated Water for Chilling Tank Disinfection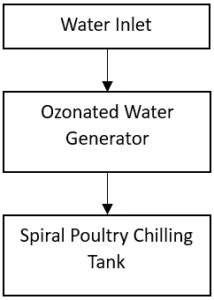
Given the limitations of traditional disinfection methods, solutions that provide continuous disinfection of process water are increasingly applied in poultry chilling systems. One of the most effective approaches is chilling tank disinfection using ozone through ozonated water.
Why Ozone
Ozone (O₃) is one of the strongest oxidizing agents used in the food industry. Its action against microorganisms is characterized by rapid reaction time and broad-spectrum effectiveness:
effective inactivation of bacteria, viruses, and other pathogens
destruction of microbial cell walls and genetic structures
faster action compared to most conventional disinfectants
An important advantage of ozone is that after reaction it naturally decomposes into oxygen, leaving no chemical residues in the water or on the product.
Why the Make-Up Water Is Ozonated
Applying ozonated water directly in the chilling tank make-up water line allows for a stable and predictable disinfection effect:
ensures continuous disinfection rather than a one-time treatment
operates independently of production load fluctuations
requires no structural modifications to the chilling tank
fully compatible with existing systems:
water circulation
aeration
low-temperature operation
In this way, ozonated water becomes an active hygiene component integrated into the existing technological process, transforming the chilling tank from a passive environment into a controlled microbiological zone.
 Typical Spiral Chilling Tank Configuration
Typical Spiral Chilling Tank Configuration
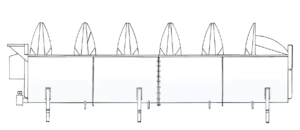
In poultry processing plants, spiral-type chilling tanks are commonly used to ensure uniform carcass movement, consistent residence time, and efficient heat transfer. This configuration is widely adopted in EU poultry plants due to its reliability and adaptability to different production capacities.
Typical operating principles of a spiral chilling tank include:
carcasses enter the tank sequentially and move along a spiral path
constant water level and temperature are maintained throughout the process
water is continuously renewed and mixed using circulation and aeration
Integration of ozonated water into such systems is simple and non-invasive. Ozonated water is supplied to the make-up water line before entering the chilling tank and is then evenly distributed throughout the water volume.
Process Parameters (Examples)
Ozonated water solutions can be adapted to different chilling tank configurations. Ozone-based disinfection of chilling tanks enables stable microbiological control regardless of operating conditions.
Typical industrial parameters include:
total water volume in the chilling tank: ~7-8 m³
water renewal rate: ~5-7 m³/h
water temperature: ~0 to +2 °C
carcass residence time: ~8-15 minutes
simultaneous load: ~700-1,000 broilers
average broiler weight: ~2.0-2.5 kg
water mixing: existing circulation and aeration
Ozone dosing is selected individually based on actual process parameters, ensuring continuous water disinfection without affecting line throughput or product quality.
Practical Application in EU Poultry Processing Plants
Ozonated water solutions are already applied in EU poultry processing facilities operating under strict food safety and hygiene requirements. Ozone integration into spiral chilling tanks is carried out under existing technological conditions, without the need for system redesign.
Key objectives of implementation include:
maintaining zero Salmonella detection at the chilling stage
reducing the risk of cross-contamination
ensuring stable and predictable hygiene performance
Worker Safety and System Operation
In ozonated water disinfection systems, ozone is used exclusively in the water phase. Small amounts of ozone may be released into ambient air; therefore, industrial installations are equipped with ozone concentration sensors.
If permissible limits are exceeded, the system automatically reduces or stops ozone generation. This approach ensures safe working conditions and reliable operation without continuous operator intervention.
Conclusions
Disinfection of poultry chilling tanks using ozonated water transforms this processing stage into an active microbiological control zone while maintaining existing technology and high worker safety standards. Unlike single-dose chemical disinfection, ozonated water provides continuous control throughout the entire cooling process.
This approach helps reduce Salmonella risk, limits cross-contamination, and enables more stable food safety outcomes in high-throughput poultry processing operations- without changes to line configuration or operating conditions.